成为一名合格的结构工程师,不仅仅需要具备产品结构设计的相关知识,也需要具备对模具结构和工艺的认识,今天给大家整理分享下相关模具知识点资料,希望对大家在结构设计岗位上有所帮助。
模具的定义
工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压、拉伸等方法得到所需产品的各种模子和工具。

一. 塑胶模具结构组成

1. 塑胶模具的基本结构
1.1、浇注系统
1.2、成型系统
1.3、顶出系统与成型机构
1.4、排气系统
1.5、冷却系统
1.6、定位与导向系统
2. 按基本结构又可分为两板模和三板模
2.1两板模的结构如图所示

2.2 三板模的结构如图所示

1.1 浇注系统
浇注系统是指从注塑机唧嘴开始到型腔为止的塑胶流动通道,主要由主流道、分流道、浇口和冷料穴组成。

常见浇口类型有直接浇口﹑侧浇口﹑潜伏式浇口﹑点浇口等多种。设计时应根据产品的不同要求选择合适的浇口类型.尤其当制品外观有要求时,要慎重选择。

1.1.1 根据浇注系统型制的不同可将模具分为三类
(1)大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业。
(2)细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统。
(3)热流道模具:此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
1.2 成型系统
成型系统是指产生制品外形和尺寸的系统;包含分型面、胶位面、碰穿面、插穿面、枕位、侧抽芯(行位)、镶件和斜顶等结构。

分型面:又称PL面,是将模具分割为动模和定模或凹模和凸模的面

碰穿面与插穿面:与分型面平行的公母模贴合面叫碰穿面,与分型面不平行的公母模贴合面叫插穿面。
枕位:外壳类塑件的边缘常开有缺口,用于安装各类配件,此处形成的枕壮分型部分称为枕位。

侧抽芯(行位):指的模具的行位机构,即凡是能够获得侧向抽芯或侧向分型以及复位动作来拖出产品倒扣,低陷等位置的机构。

斜顶:斜顶也叫斜梢,是模具设计中用来成形产品内部倒钩的机构。

1.3、顶出系统与成型机构
顶出系统:当制品在模具中固化后,需要有一套优先的方式将其从模具中顶出,而且在顶出中不能出现顶白、制品变形、破裂等损坏制品的现象,这套系统被称为顶出系统。
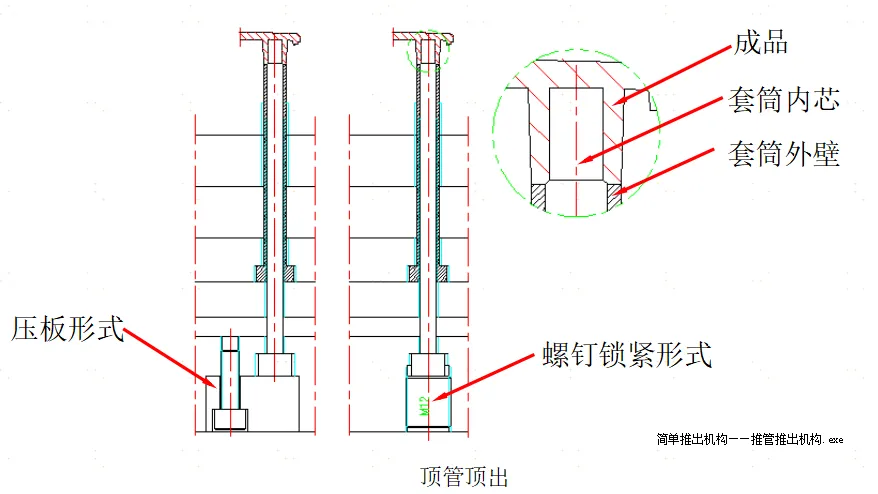
顶出的主要形式:顶针顶出、司筒(顶管)顶出、顶块顶出、推板顶出等。
1.3.1 顶针顶出


1.3.2 司筒(顶管)顶出

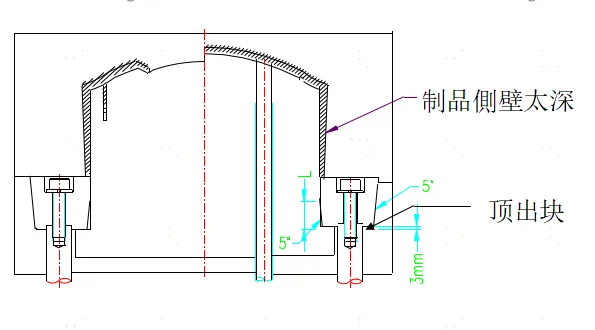
1.3.3 顶块顶出

1.3.4 推板顶出


1.4、排气系统
排气系统:在制品成型过程中排除型腔内和流道的气体以及塑料溶体产生的分解气体,减少造成制品的烧焦、气痕等成型缺陷。
排气的方式:
1.分型面排气
2.顶针与型腔间隙排气
3.利用镶件与镶针排气
4.顶针与司筒排气
5.侧向分型与抽芯机构排气

1.5、冷却系统
冷却系统:为了满足注塑工艺对模具的温度要求,必须对模具温度进行控制,所以模具常常设有冷却系统并在模具内或四周安装加热元件。冷却系统一般是在模具上开设冷却水道。

1.6、定位与导向系统
导向与定位系统的作用:保证模具在进行装配和调模试机的时候,保证凹凸模之间一定的方向和位置。导向与定位系统包含导柱、导套、凸台等。


二. 塑胶模具分类
2.1、注塑模
2.2、吸塑模
2.3、吹塑模
2.4、挤塑模
2.5、压塑模
2.6、滚塑模
2.1 注塑模(注射成型)
注射成型是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射剂螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化成型称为注塑制品
常见的注塑制品:数码类、家电类、日用品类产品等等


 fill=%23FFFFFF%3E%3Crect x=249 y=126 width=1 height=1%3E%3C/rect%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
2.2 吸塑模(真空吸塑成形)
真空吸塑成形是把热塑性塑料板固定在模具上,用辐射加热器进行加热,当加热到软化温度时,用真空泵把板材与模具之间的空气抽掉,借助大气压力,使板材贴模成形,冷却后再用压缩空气使制品从模具内脱出。
常见的吸塑制品:一次性饭盒和杯子、饮料杯、产品包装内衬等等
2.3 吹塑模(中空吹塑成形)
中空吹塑成形是将处于塑性状态的塑料型坯置于模具型腔内,使压缩空气注入型坯中将其吹胀,使之紧贴于模腔壁上,经冷却定型后得到一定形状的中空塑件的加工方法。
常见的吹塑制品:饮料瓶子、饮水机矿泉水桶、油壶、洗发水和沐浴露等日用品瓶子等等
2.4 挤塑模(挤塑成形)
挤塑成形是将固态塑料加入挤出机的料斗,利用挤出机的螺杆旋转加压与加热器使其熔融、塑化,通过特定形状的机头口模成为截面与机头口模形状相仿的连续塑料,然后经定径冷却装置、牵引装置、卷料装置而成为塑料型材。
常见的挤塑制品:管材、板材、棒材、片材、线材和薄膜等连续型材
2.5 压塑模(压缩成形)
压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态,由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件,俗称压制成型
常见的压缩成型制品:电器的插头插座、锅柄、瓶盖、坐便器、餐盘等等
2.6 滚塑模(旋转成形)
又称旋转成型、旋塑、旋转模塑、旋转铸塑、回转成型等,该成型方法是先将计量的塑料(液态或粉料)到加入模具中,在模具闭合后,使之沿两垂直旋转轴旋转,同时使模具加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为与模腔相同的形状,再经冷却定型、脱模制得所需形状的制品
常见的旋转成型制品:电水球、浮球、小游泳池、自行车座垫、冲浪板,机器外壳、防护罩、灯罩、农用喷雾器、家具、独木舟、野营车辆顶等等
三. 注塑模具种类
3.1 双色模具
双色模具 :两种塑胶材料在同一台注塑机上注塑,分两次成 型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料 注塑,通常由一套模具完成,且需要专门的双色注塑机。
双色注塑模具设计基本原则:
1、硬胶做第一啤,软胶做第二啤
2、透明做第一啤,非透明做第二啤
3、注塑成型温度高的塑胶做第一啤,成型温度低的做第二啤
优点——成型加工快,加工的制品外观更为美观,可以加工精密的双色甚至多色(多色或者多物料注塑,需要添加相应的料筒和螺杆塑化装置)产品;对于粘接难度比较大的产品,如硬胶PA与软胶TPE的粘合,采用双色模具注塑,比用包胶模具加工,硬软两种塑料粘合效果要好;
缺点——双色模具需要专门的双色注塑机,但双色注塑机的造价比普通注塑机要昂贵得多。同时模具结构较复杂,导致模具成本相对高一些。
3.2 包胶模具
包胶模具 ( 二次成型 ) :两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。所以,一般这种模塑工艺通常由2 套模具完成,而不需要专门的双色注塑机。包胶模具主要是软胶包硬胶,其中软胶常用的人工橡胶、TPE、TPU、TPR等胶料,硬胶可以为ABS 、PC、PP等。
优点——可以用普通的注塑机成型加工,设备方面的投入相对较小;
缺点——不太适合注塑精密的双物料及多物料注塑产品;成型加工周期相对较长,生产效率低于双色模具
四. 塑胶模具钢材料分类
扫码免费领取
东湖教育
东湖教育专业东湖教育最早成立于2009年,是一家业内知名的PROE/CREO产品设计教育培训机构,线上+线下课程均有,课程包括:PROE/CREO基础、曲面实战、结构实战等。学员可以选择在家网络学习,也可以选择到现场学习。自2009年以来,为社会培训设计人才数万名,2020年现场班就业率达98.93%,学员平均就业薪资达12800元。东湖教育的教育模式被学员、企业、媒体、资方高度认可,良好的口碑促使东湖教育68%的学员来自老学员推荐。
转发
收藏
点赞
在看



 13122402111
13122402111 13122402111
13122402111