产品与模具的关系这是一个做结构设计不可逃避的问题,不管是在面试时还是在交流群里、论坛上涉及产品是否可以出模等类似问题也是屡见不鲜,说到底还是对于模具结构的不了解,那今天的文章就结合一些产品的实例来和大家一起分享产品与模具结构的关系。
模具几大主要结构的认识及注意事项
枕位及对插结构①基本结构

②枕位注意事项
a.尽量避免在枕位的两侧面倒圆角,具体请看下图拔模分析:

深蓝色为前模斜度,其他颜色为后模斜度,通过左右两图对比,可以清楚的看到有图中侧壁的R角部位,有部分不能正常脱模。
b.侧壁的插破斜度一般要求最少单边1°;如果枕位很高,产品不允许做到1°,最少要保证枕位侧壁上下尺寸差有0.1mm。
③对插结构注意事项
a.注意对插孔一般要比成型胶件结构要大,要注意对插孔尺寸不能太小,避免模具强度不足,同时要避免在卡勾的两侧壁棱线倒圆角;
b.插破斜度一般要求最少单边1°,如果枕位很高,产品不允许做到1°,最少要保证侧壁上下尺寸差有0.1mm。
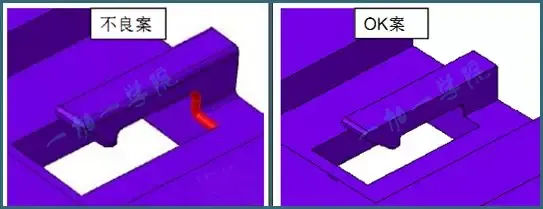
如上图所示:在不良案中对插架构的棱线处倒圆角R,造成模具产生尖角。

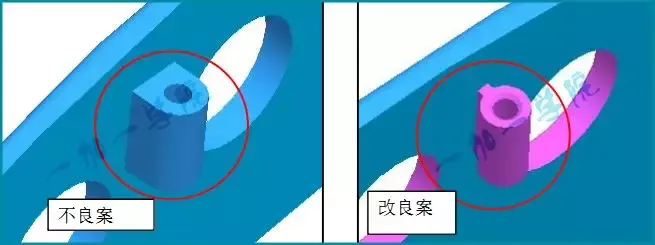
如上图所示:不良案中插破位置的尺寸过于薄弱,模具会产生薄钢。
斜顶的基本结构及注意事项①基本结构
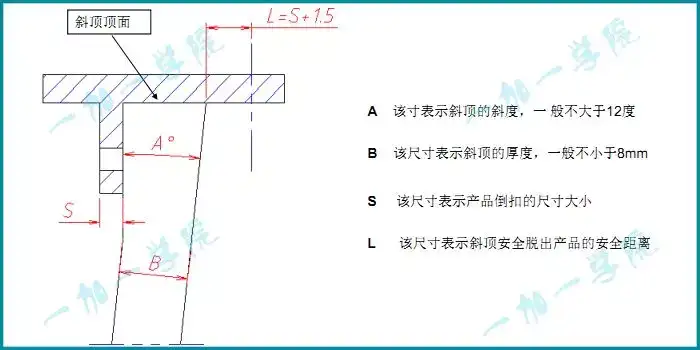
②注意事项


a.产品的倒扣不能过大,避免斜顶斜度过大;
b.产品要留斜度足够的运动空间,避免斜顶厚度薄弱或安全距离过小;
c.产品倒扣内部和产品与斜顶面的接触面不能和斜顶运动方向相反的胶位
d.在对产品功能无影响的情况下尽量采用对插结构。
③案例分析

①a前模滑块基本结构

②a前模滑块注意事项
a.注意产品设计时产品的倒扣尽量做小,因为3板模前模部分的开模量有限,这样可以避免使用油缸抽芯时出现的滑块锁紧的问题;
b.避免出现上图(右)所示的错误方案。



a.注意产品设计时避免出现与滑块运动方向相反的斜度和阻碍滑块运动的结构,如筋条、凸起等;
b.避免出现如上图所示右侧的错误方案。
③案例分析



插破结构尖角的避免
产品拔模斜度
一般通则a.前模拔模斜度1°,一般最小不下于0.5°;
b.后模0.5~1°,优先取1°的拔模斜度;
c.较深的筋条和螺丝柱的拔模斜度按以下要求:保证根部和口部的单边尺寸差最小为0.1~0.15mm;
d.所有的拔模斜度方向为减胶方向。
咬花面的拔模斜度咬花面的拔模斜度要视咬花纹的粗细而定,一般不小于3°(具体需要咬花厂商提供最小的出模斜度)。
PMMA产品的拔模斜度犹豫PMMA塑胶的特殊性,一般要求此类产品的拔模斜度保证3-5°的出模角,避免产品侧壁的拉伤。
特殊形状的拔模斜度有部分特殊结构对不能按一般通则:如多孔的位置、比较深的胶位、散热孔密集的筋条形状等一般都要取较大的拔模斜度等。具体参考下图:


产品壁厚
胶位厚的位置和胶位薄的位置的过渡一般产品要求壁厚均匀,如果不可避免胶位厚度过渡,那么在胶位厚与胶位薄的相接处需用圆弧或者斜面过渡,避免在产品的外观面出现影印(外观有咬花要求的特别注意)


产品局部胶位过厚会引起产品外观的缩水,如果缩水严重的话还会影响产品重要的装配尺寸。

b.为方便大螺丝,在内部孔边缘追加C角;

②案例分析

上图(左)筋条设计在卡扣的中间位置,这就使模具外侧需要做滑块,内侧做斜顶,增加了模具制作和加工的难度;上图(右)将筋条移到内侧,使模具只需要做一个小滑块,大大简化了模具结构。

上图紫色圈内转角位薄钢,厚度仅为0.5mm,成型时很容易断裂,右图红色部分是横向筋条的新位置,这样转角处的钢料就有了足够的厚度。
[责任编辑]:一加一学院·思琪
版权声明:
本文由一加一学院整理,部分图片素材来源于网络,本文仅供学习交流,其他媒体转载请注明出处。



 13122402111
13122402111 13122402111
13122402111